Seit vielen Jahren sind wir bekannt für die Lösung schwieriger Instandsetzungsaufgaben.
Hier reagieren wir schnell und kompetent – und dies weltweit.
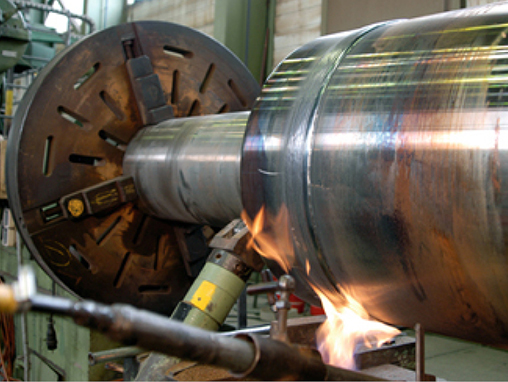
Aufgabenstellung:
Oberflächeninstandsetzung einer Heiztrommel durch eine
spezielle Auftragsschweißung mit anschließender
mechanischer Bearbeitung der Oberfläche


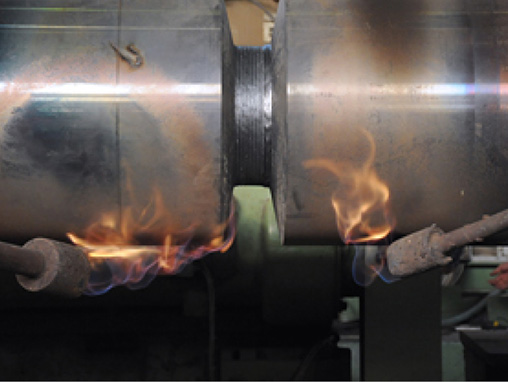
Aufgabenstellung:
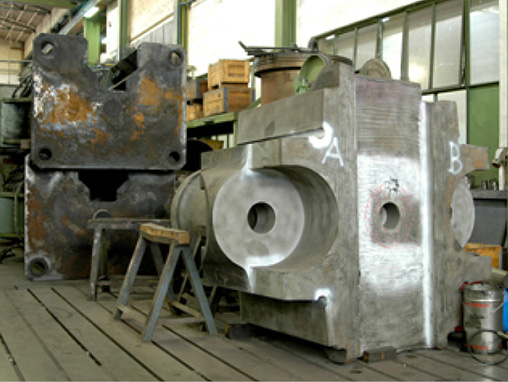
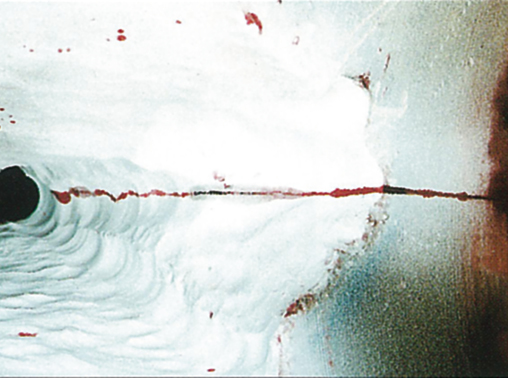
Instandsetzung eines Hauptzylinders einer Stranggusspresse,
an dem sich ein Riss von 800 mm Länge gebildet hatte.
Nach den Schweißarbeiten wurde der Schweißbereich
sauber geschliffen und kerbfrei poliert
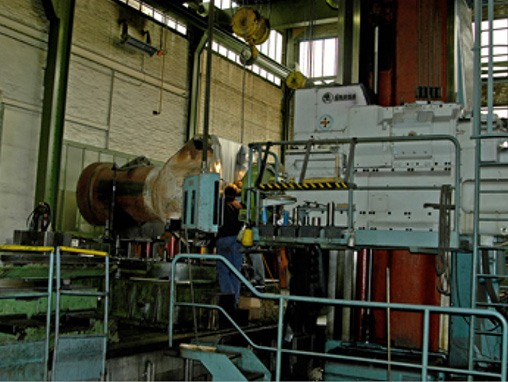
Aufgabenstellung:
Instandsetzung eines verschlissenen Presstisches,
auf dem Lkw-Kurbelwellen geschmiedet werden.
Auftragsschweißung der Tischplatte mit einer
Verschleißschicht von 40 mm

Aufgabenstellung:
Drei vorgedrehte Segmente (Werkstoffbezeichnung 42CrMo 4 V) wurden ineinandergefügt und im UP- Verfahren elektrisch warm verschweißt. Der mittig sitzende Flansch (gleicher Werkstoff) wurde im E-Hand-Verfahren im Vollanschluss elektrisch warm verschweißt.
Anschließend fand eine Warmnachbehandlung statt.
Abschließend wurden die Schweißverbindungen MP- und US-geprüft (MP = Magna Flux; US = Ultraschall).
Die Prüfung wurde nach EN 10204; 3.1 durchgeführt und dokumentiert.

Aufgabenstellung:
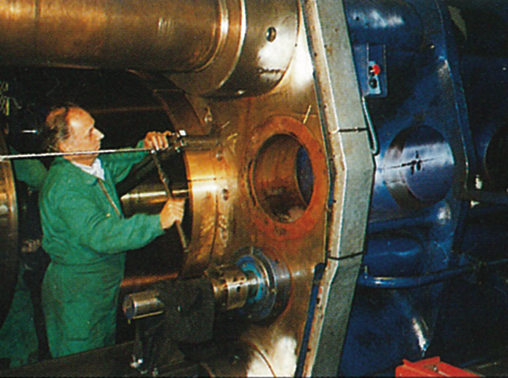
Im Vollanschluss elektrisch warm verschweißt, UP-Draht.
Länge 22 m, Durchmesser 600 mm.
Anlieferung in 2 Segmenten à 11 m.

Aufgabenstellung:
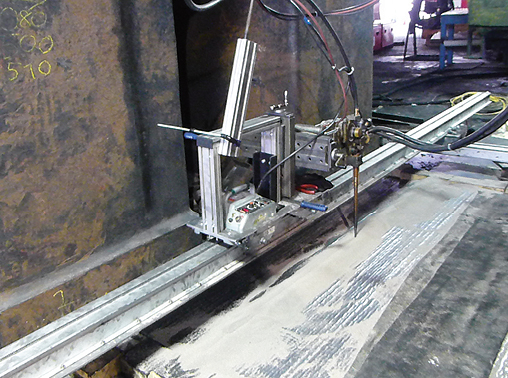
Fugearbeiten.
Ausgefugte Fehlstelle mit artgleicher Elektrode elektrisch warm geschweisst.


Aufgabenstellung:
Mechanische Fertigbearbeitung nach dem Schweißprozess.
Spindeln einer kraftschlussgerechten Steinlochbohrung.
Schleif- und Polierarbeiten an den mechanisch bearbeiteten Flächen.

Aufgabenstellung:
Ermittlung sämtlicher Fehlstellen durch FE-US-Prüfung.
Fehlstellen mechanisch ausgearbeitet, elektrisch warm verschweißt.
Unterbär komplett spannungsarm geglüht und mechanisch nachgearbeitet.